咨询电话: 18101452882 咨询电话: 18101452882
咨询电话: 18101452882 咨询电话: 18101452882 
作者:中辉电器 来源:www.yzzhdq.cn 发布时间:2019/4/28 9:41:49
电磁加热器操作步骤简介:
1、显示界面:手动操作的情况:启动时:先启动水泵,再启动加热;停止时:停止加热,再停止水泵。
2、操作画面:自动和手动两个模式,可以根据实际情况切换;6个温度区可以根据实际情况设定温度。当前值为传感器侧出的实时值。
3、运行设置:此界面是在自动模式下的工作状态。每周7天,每天4个时间段,根据实际情况设定(设置此界面,运行界面需调为手动模式)。
4、电磁加热器:该界面可“运行”和“停止”电磁加热器,同时可以观察加热器的实时参数6曲线。该界面主要观察6个温度的曲线图,同时也可以插上U盘导出各个温度段的参数,放于电脑上打印或是观看。
5、仪表配置:主要是观看本屏的些数据,未经设备厂的协助下不可随意更改参数。

电磁感应加热器使用过程中线圈温度过高原因:
1、电磁加热器的高温电缆线径小:不同功率的电磁加热控制器配备的高温电缆的线径不同,是因为所要输送的量不同,如果通道过窄,单位空间内承载的量超过了它本身的能力的话,散发的热量自然也就会比正常的要高。
2、电磁加热控制器的保温棉薄:为了充分发挥保温棉保温、隔热的效果,保温棉的厚度通常在15-25mm左右,如果厚度过小,料筒热量散失的就多,那高温线缆的温度也就会高;相反,如果保温棉厚度过大的话,就会影响高温线缆的电磁感应效果,造成电热转换率低,影响设备的工作效率。
3、电磁加热器的线圈缠绕数少:电磁加热器表面线圈缠绕的圈数与电感量大小成正比,线圈小的话,电感量也就小,那么电磁加热控制器就要输出更多的电流才能达到加热的效果,高温电缆承载的量就会多,散发的热量也就高。

电磁加热器的全桥和半桥的工作原理的同异:
、相同:均是通过系列电路处理技术将普通交流电(220V、380V)转化成高频直流电流,通过做功线盘产生强烈电涡流,并与相应专用金属材质感应产生激烈电磁场,直接促使相应金属材质内部原子速激荡碰撞,从而使得相应金属材质自身快速发热产生高温,普遍用于工业塑胶机械料筒上加热,如拉丝机、吹膜机,造粒机,注塑机,挤出机等等!
二、不同对交流电的承接转化处理技术上:
1、全桥:采用双路驱动技术,利用双IGBT逆变模块分别承接转化交流电的上玄波和下玄波电流,产生的高频电流波形完整、清晰、稳定。
2、半桥:采用单路驱动技术,利用单IGBT逆变模块分别承接转化交流电的上玄波,结合相应附加电路配置吸收下玄波电流进行放电补充,产生的高频电流波形相对完整。
三、对相应专用锅具的负载感应上:
1、全桥:因电流转化技术配置效率高,可负载较高电感负荷,电转热效率相应较高。
2、半桥:因电流转化技术配置效率稍低,可负载较低电感负荷,电转热效率相应较低。

电磁感应加热器控制温度场的分布的原理及方法如下:
1、原理:导体处于交变电流中时,交变电流使导体周围产生交变磁场,从而引起集肤效应使导体在短时间内迅速被加热,交变电流的频率越高,集肤效应越严重。
2、电流透入深度对感应加热的影响:把金属圆柱体放在通有交流电的线圈中,尽管金属圆柱不与线圈接触,线圈本身的温度也很低,但是圆柱表面却会被加热到发红,甚至熔化,这是由于电磁感应作用,在金属柱中感生与线圈电流方向相反的涡流,在涡流的焦耳热作用下,金属自身发热升温所引起的。金属圆柱中的感生电流的分布在表面强,在径向从外到里按指数函数方式减小。这种电流不均匀分布的现象,随电流频率升高而趋显著。
电磁感应加热器与电磁加热器的区别?简单的说,他们实质上没什么区别,都是电磁线圈发热盘而已,并且加热的物质是有含铁的物质。但是电磁感应加热器的加热原理是感应加热电源产生的交变电流通过线圈而产生磁场,原子相互碰撞、摩擦而产生热能而电磁加热器则是利用电磁感应加热器的原理将电能转换为热能,将交流电压转换成直流电压,再经过控制电路将直流电压转换为高频电压等系列转换转成磁场而加热的方式。由于加热方式不样,因此,操作的方式也是不样的。节能的效果电磁感应加热器会更好。
电磁感应加热器应用超温怎么办:
1、热电偶接头两端可以并个102P瓷片电容以消除高频干扰。
2、检查下炮筒接地是否良好?尝试炮筒强制接地处理。
3、可以把线圈远离下热电偶,减小干扰。
4、尝试下用高温布把热电偶包住,让它不要与炮筒接触。
5、尝试换条新的热电偶。
6、尝试下注塑机控制电脑中心加个Pai型虑波器,减小电源干扰。
工业运用电磁加热器的五大优势:
1、工作环境舒适。由于电阻式加热时,在部分热量辐射到空气中,导致员工工作环境温度升高,有些车间还安装空调来降温,这样样,就增加了费用,导致车间运行成本过高。改用电磁加热器后,线圈不存在发热,因此,环境工作温度不会升高,更不需要安装空调降温,车间不再出现温度闷热。
2、节能省电,达到大幅度节能源,而比过去的电阻式加热方式是靠自身发热,通过接触传导的方式再把热量传到炮筒中,还有部分的能源辐射到空气中,所以电阻式加热的热效率仅50-60%。本公司的电磁加热器在拉丝机中改造时节能明显,达45%以上,在大功率塑料机械设备比如造粒机中改造时,节能效果更显著,可达50%以上。
3、加热速度快,由于利用电磁磁感应生产涡流发热原理,线圈本身不发热,而是炮筒自身发热。温度升快速度加快。而电阻式是靠自身发热,再传出给炮筒,故加热速度理所当然慢很多。
4、维护成本低,般寿命达5年以上。线圈的表面温度仅不到100度。有时仅70度以内,手可触摸。而般电阻式由于自身发热,寿命很短,经常要维护,故造成维护成本过高。
5、在塑料管道加热面积小时可获得较大的功率,传统的电阻式般大为5KW,基本上限状态,而电磁加热器在小面积大可获得30KW甚至更高功率,以保证出料的数量和品质。
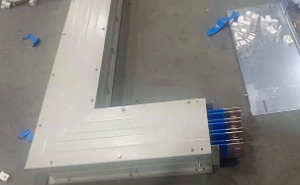
电磁加热器,是现今工业域和民用设备中广泛的种加热方式,采用电磁加热技术,电磁感应加热技术简称为 IH(Induction Heating)技术,是在法拉第感应定律的基础上发展起来的,是法拉第感应定律的种应用形式。其本质就是利用电磁感应在柱体内产生涡流来给加热工件的电加热,它是把电能转换为电磁能,再由电磁能转换为电能,电能在金属内部转变为热能,达到加热金属的目的,从而杜了明火在加热过程中的危害和干扰,是种环保,提倡的加热方案。
上一篇: 福建注塑机电磁加热器哪里有
下一篇: 河北管道电磁加热器多少钱
相关推荐
没有资料
推荐产品