咨询电话: 18101452882 咨询电话: 18101452882
咨询电话: 18101452882 咨询电话: 18101452882 
作者:中辉电器 来源:www.yzzhdq.cn 发布时间:2019/4/28 9:41:48
电磁加热器不工作的因素:
1、电磁加热器内部受潮,线路损坏,导致电磁加热器不工作。
2、电压:电压应该高于323V并且低于440V,否则就容易启动不了机器。
3、线圈温度过高:检查线圈的温度或者是先去温度传感器的情况。解决办法是检查散热风扇是否损坏,接线头是否良好,是否更换线圈温度传感器。
4、IGBT温度:检查IGBT温度传感器、连接线、IGBT温度。解决办法是散热扇是否正常工作,是否更换IGBT温度传感器。
5、负载:检查线圈链接、电感参数、IGBT驱动板和线。解决办法是线圈圈数是否缠绕圈数过多或者过少,测试IGBT驱动板和检查IGBT线。
6、通讯异常:检查通讯链接线链接、控制板和AI板。解决办法更换控制板或者AI板。
7、IGBT模块使用时间太长,导致IGBT模块老化开裂,使电磁加热器不能工作。
8、电磁加热器内部电子元件规划不合理,导致电磁加热器不工作。
9、电磁加热器抗干扰性差,导致不能正常工作。
10、因为线路短路、漏电、超负荷、开关损坏导致跳闸使电磁加热器不能正常工作。

电磁加热器IGBT温度传感器异常解决方法:
1、出现传感器异常后请先将传感器引线主板上拔下,再用万用表测量其阻值,常温25℃时阻值应约为10K,否则传感器已损坏。
2、如传感器正常,再检测传感器引线是否与CN3连接正常。C36、R16是否开、短路。
3、检测U5第16脚是否连接正常。

电磁加热器高能加热到多少度?这个问题很多朋友都问过我,那么用电磁感应加热器能达到多少度呢?”这取决于受热物体的材料。对于铁的加热体,电磁加热器可以加热到500到600度以上。如果功率不明显,功率小可以加热到500度以上,但功率大时加热速度快,小功率时加热速度慢。如果它是台大机器,它配备了大功率的电磁加热器,如果它是台小型的机器,它就配备了低功率的电磁加热器。因为加热的速度直接影响到生产的过程和速度,所以般情况下好有更高的功率,这样加热的速度就会更快。为什么铁不能加热到600度呢?这是因为铁达到600度时达到居里点,这是退磁,当铁丢失时,如果主机没有保护电路,那是危险的。如果加热的物体是石墨钢罐,高温度可以加热到1000度以上。在同功率下,哪种电磁式加热器和传统的电阻式加热器更快?这对电磁加热器来说更快,因为传统的电阻式加热器通常只有大约60%的热效率,而电磁加热器的热效率利用率超过90%。加热速度自然是电磁加热器的速度更快。
电磁加热器应用范围:
1、塑料橡胶行业,如:塑料用吹膜机、拉丝机、注塑机,造粒机,橡胶用挤出机、硫化机、电缆生产挤出机等。
2、医药化工行业,如:医药专用输液袋、塑料器材生产线,化工行业液体加热输送管道等等。
3、能源、食品行业,如:原油输送管道的加热;食品机械,如:超货机等需要电加热的设备。
4、大功率商用电磁灶机芯。
5、建材行业,如:燃气管生产线、塑料管材生产线、PE塑料硬质平网、土工网机组、自动中空成型机、PE蜂窝板生产线、单双壁波纹管挤出生产线、复合气垫膜机组、PVC硬管、芯层发泡管生产线、PP挤出透明片材生产线、挤出聚苯乙烯发泡管材、PE缠绕膜机组。
6、印刷设备里的干燥加热。
7、其它类似行业加热。
电磁加热控制器怎么安装?
1、改造前先取下原设备上面的电热圈。
2、清洁料筒并测量料筒各种参数。将料筒清洁干净并用工具测量料筒各种尺寸(管径、长度、加热区数、每区加热长度、原功率大小,以便确定用哪种控制板)。
3、在料筒上包层隔热保温材料,按照步骤2将料筒清洁干净后,在料筒上包上层隔热保温材料(石棉或者玻璃纤维均可),可以先做区,区做好后,再做其它区,熟练且经验丰富者可几个加热区起做 。
4、用高温布将保温材料包好,保温材料的厚度根据使用的不同的电磁加热控制器的要求来配,保温材料包好后,再用高温布(纤维布)或者电木板(环氧树脂板)将保温材料包紧起来,该步骤主要是确保料筒各处的保温材料厚度致,以保证电磁加热的磁场均。
5、缠绕高温电缆,高温电缆的规格与长度请根据各种不同型号电磁加热控制器的要求选配,该步骤非常关键。
6、将线圈与电磁加热控制器连接。则将绕好的线圈与电磁加热控制器连接好,并给电磁加热控制器接上电源,即可对设备进行调试,需注意的是调试过程中要特别注意测量电磁加热控制器的输入电流与频率。为保证设备的使用寿命建议电流调到额定工作电流的80%左右,如我司2.5KW的电磁加热控制板,额定工作电流是12A,则建议调到10A左右即可,或电流偏小则可减少线圈,反之则需再增加些线圈。
电磁加热线圈绕法:电磁加热线圈根据加热体的形状、大小而异,缠绕线圈的用线长度及电感量会有点差别。电磁感应加热器每个功率用线的线径大小般都是固定的,线长也是基本固定的(加热体过大线长会加长比如直径100MM和直径1000MM用同样的线长直径小的加热体绕的圈数多,绕在直径大的加热体上圈数就是会少圈数少电感量就会小,这个时候就应该适当增加用线长度,具体增加多少在没有经验的情况下要测实际的电感量确定),缠绕线圈的时候每圈之间的间隔距离根据加热温区大小长度及线长而定,可以圈圈紧密绕,也可以紧密绕几圈间隔几公分再紧密绕几圈,也可以每圈与每圈之间都间隔点距离绕。如果加热体尺寸有点小还可以把线圈绕成双层或三层。
电磁加热和传统电阻加热对比:传统电阻加热热损失大:现有企业专用的加热方式,是由电阻丝绕制,圈的内外双面发热,其内面(紧贴料筒部分)的热传导到料筒上,而外面的热量大部分散失到空气中,造成电能的直接损失、浪费。环境温度上升: 由于热量大量散失,周围环境温度升高,尤其是夏天对生产环境影响很大,现场工作温度有的已经超过了45度,有些企业不得不采用空调降低温度,这又造成能源的二次浪费。使用寿命短、维修量大: 电热管由于采用电阻丝发热,其加热温度高达300度左右,热滞后较大,不易精确控温,电阻丝容易因高温老化而烧断。常用电热圈使用寿命约半年,因此,维修的工作量相对较大。
电磁加热技术原理:
1、电磁加热器:电磁加热器是种利用电磁感应原理将电能转化成热能的装置,电磁加热控制器将220V,50/60HZ的交流电整流变成直流电,再将直流电转成频率为20-40KHZ的高频高压电,或者是380v 50/60HZ的三相交流电转换成直流电再将直流电转换成10~30KHZ的高频低压大电流电,用来工业产品加热。
2、电磁加热圈:高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当用含铁质容器放置上面时,容器表面即具切割交变磁力线而在容器底部金属部分产生交变的电流(即涡流),涡流使容器底部的载流子高速无规则运动,载流子互相碰撞、摩擦而产生热能。从而起到加热物品的效果。即是通过把电能转化为磁能,使被加热钢体表面产生感应涡流种加热方式。这种方式从根本上解决了电热片、电热圈等电阻式的,通过热传导方式加热产生的热效率低下的问题。
上一篇: 重庆管道电磁加热器哪好
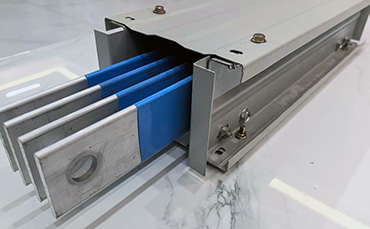
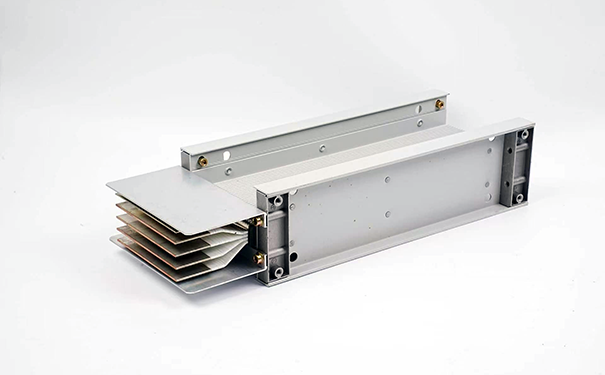
下一篇: 选型密集型母线槽时,需重点考虑哪些因素?
相关推荐
没有资料
推荐产品